PLM or PDM or CM?
We are often asked by Aerospace & Defense Project Managers why they can’t use engineering Product Data Management (PDM) software or enterprise Product Lifecycle Management (PLM) systems to satisfy all of their program’s requirements for full-lifecycle Configuration Management. We originally addressed this topic in a 3-part series of CMsights articles in 2017 starting with this post on “Why not use PDM for all CM requirements?”
A reader of that article pointed out we failed to address an important use case of CM that PLM/PDM software struggles with and is often overlooked; that is tracking common design elements and their original design provenance used across different customer contracts with numerous product family configurations.

In this month’s CMsights we asked Configuration Management expert practitioner and guest author Kim Robertson to help us unpack the requirements of CM for supporting design elements and design families, including “adaptive radiation.”
Kim is a co-author of “Configuration Management: Theory and Application for Engineers, Managers, and Practitioners” which is used as a textbook for graduate level courses in Configuration and Data Management. He holds a CMPIC Configuration Management Principles and Implementation certification and is a National Defense Industrial Association (NDIA) Certified Configuration Data Manager (CCDM). More recently Kim worked on Revision C of SAE/EIA-649.
Where Commercial PLM and PDM Software Falls Short
One of the biggest deficiencies in most of the PLM systems that I’ve seen deployed over my four decades of working in A&D is in the development and deployment of PDM software for CM users. Up front I’d like to make it clear that most PLM/PDM systems were architected and developed by good-intentioned talented professionals. Unfortunately, any Configuration & Data Manager (C&DM) section manager given access to the back end of these systems could direct code modifications that would increase the software functionality performance by ten to twenty-fold. This is because most PLM/PDM systems are developed by those with limited knowledge of configuration management requirements and the needs of down-stream configuration data users.
In the A&D industry, products do not reach their end of life for decades and in some cases for more than half a century. The primary users of configuration management data are a long-time removed from the original design, development and fabrication effort. As a consequence, there are often far more reviewers, custodians, and revisers of configuration data downstream and outside of the OEM – which may be long gone due to M&A activity – than inside their original engineering function.
Generally speaking, engineering-centric PLM/PDM systems are programmed assuming that once a change is released that is the end of the story. As we know from hard lessons learned it is only the beginning. A change isn’t closed until it is incorporated into all affected items. In previous articles on As-X Configuration Management from CMstat the need to maintain the As-Designed, As-Built, As-Delivered, and As-Maintained information for each unit delivered has been discussed. Industry standards, contractual practice, nuanced requirements, constraints, and O&M requirements must be considered and incorporated into the PLM/PDM software simply because the configuration management job isn’t complete without them.
One driving need behind providing the deep functionality, without sacrificing usability, is the use of CM in common design, adaptive radiation, design provenance, and design families. Let’s look at each of these.
Common Design Elements
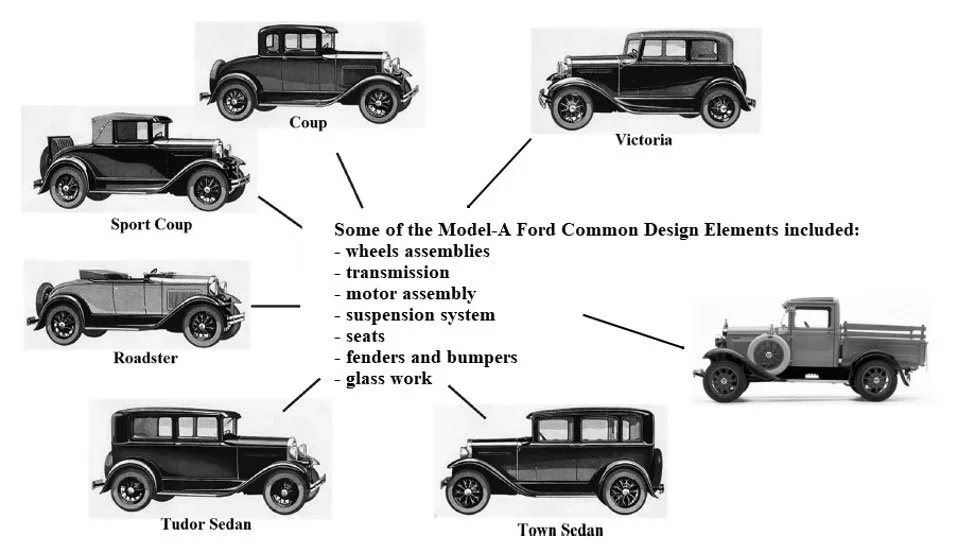
Sooner or later every A&D contractor, big or small, will face the need to address technical requirements and financial risks related to common design. Common design is simply a single design element (e.g. part or assembly) that is used across multiple applications or platforms. Typically, a solitary product group owns the design and controls its evolution. A product line family may have multiple common design parts in it. A single model in a product line sub-family may also have common design parts that are unique to that model only like the spare tire placement on the Model-A pick-up below.
Common design provides great advantage when competing for new work. Yet, few manufacturers are willing to take the extra step to develop common design items as a separate salable commodity item. To do so means that items are designed to produce rather than designed to be a one-off deliverable. It is easy to design a bell housing for something like a gimble using 200 hours of machine time to mill. It is harder to invest up front the extra effort to design it as a stamping or forging even when knowing that the break-even point is unit 10 and units produced after that cost 20 percent of what the milled version costs. Yet, this is where profits or cost avoidances are realized.
A common design needs its own Product Approved Parts List (PrAPL), processes and procedures. The PrAPL must take precedence over any Program Approved Parts List (PAPL), processes and procedures. This means that if you have a common design part you can bid it as part of the design solution just as if it were a COTS part. The customer accepts all the company processes associated with it without modification. If the customer wants something additional or something unique the price goes up and it becomes a one-off design.
One of the best examples I can think of is from diesel motor manufacturer Cummins. Their engine blocks are designed so all items that attach to the block can be configured multiple ways without modification to the block itself. This lends the basic block design to be used in automotive, marine, and other applications without design changes.
Common design elements can be found across A&D and other high-tech industries. A short list of ones that come readily to mind are: LEDs, monitors, computers, computer memory, antennas, receivers, cameras, other optics, heads-up displays, tires, drive trains, gear boxes, breaks, armament, specialty ICs, common wiring assemblies, SONAR and RADAR units, propulsion systems, antennas, sun sensors, solar arrays, seats, struts, any MIL-qualified parts, batteries, power distribution systems, hydraulics, bulkheads, connectors, and test equipment. There are many thousands of others that I haven’t listed simply because no matter where you look, any item that is used on more than one product can be considered something that can be made as a common design. Once company I worked for used to make program unique designs for grounding straps in 3 inch, 6, inch, 9, inch, 12 inch, 15 inch, and 18 inch configurations. Once it was decided to make these a common design item the cost avoidance in eliminating the non-recurring design time to make program unique drawings over a period of 20 years resulted in savings exceeded $750,000.
Adaptive Radiation
While engineers and intellectual property attorneys may call the genesis of their IP “adaptive radiation”, the universally accepted scientific term for this is “niche partitioning” which I will next explain. It starts when you have a brilliant idea for a product that differentiates your company from all of the other companies striving to capture business from the same limited source of funds. Part of this brilliant idea includes how you can adapt what you are planning to make as part of a total product line evolution strategy.
Often this brilliant idea is funded by Independent Research and Development (IRAD) or other indirect funding not part of a government or commercial contract. It contains secret sauce, i.e. intellectual property, that you don’t want your competitors to have or maybe even know about. Unfortunately, your customers may also not know about your data rights and think it has all been developed under their contract dollars. This is why you need to be able to prove the design’s provenance.
Design Provenance
Some companies do a good job of assuring that design heritage is captured and they have protected their market share. Others have not and as a result they have lost all advantage in the marketplace and have eventually been driven out of a market niche through negligence. Design heritage often borrows the word “provenance.” A word many associate with the art world.
As you implement this bright idea you see places where you can use and refine aspects of it that will give you a competitive advantage in other areas of your business. If you haven’t captured the secret sauce in your PLM/PDM system and haven’t related any developments that radiated from it you have lost the ability to prove the provenance of the later item and risk losing your IP rights. For those of you who aren’t familiar with using the term design provenance with regard to IP I’ll elaborate with an example from the A&D world.
In the 1950s and early 1960s, star trackers were an important part of early long-range ballistic missiles and cruise missiles, in the era when inertial navigation systems (INS) were not sufficiently accurate for intercontinental ranges. Companies who pioneered the capabilities of these devices often used a lot of IRAD funds to develop tracker capabilities for other missions such as in orbiting communications satellites, in daylight situations when GPS is not available, and on your telescope or camera for time lapse photography. As each new Star Tracker capability came on line in later decades it was traceable through PLM/PDM systems using metadata fields that specified the drawings from which the new design was derived. When some of these companies started selling to the government, they could prove that the design was first developed by their company, identify the IRAD effort number and thus claim limited rights on the design. This safeguard precluded it from being given to a competitor during the next phase competition to build additional units.
You can see the evolution of technologies by looking at Space Exploration Technologies (SpaceX) where the concept for proving the feasibility of re-landing a spent booster was developed with the older Grasshopper landing system and refined with the Falcon 9 landing system.
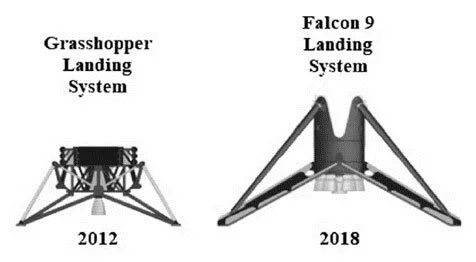
Image courtesy Kim Robertson
Design Families
We next come to design families. A design family is most easily illustrated by referring to its use in the automotive industry. I can buy a truck that is capable of carrying a 1,500 pound payload in single cab, dual cab, stake bed, long bed, short bed and no bed configurations. I generally can also choose the engine displacement, drive line type (2 WD, all WD or 4 WD), transmission type (manual clutch or auto box) suspension upgrades, tires, color and other standard upgrades. This all constitutes a design family.
The earliest example of design families I became aware of is the managed configuration of the Original Dardevle® Spoons product line from Eppinger. The spoons come in a set number of standardized sizes based on a lure profile originally established in 1906 by the firm’s founder, Lou Eppinger. Lures are marketed in a variety of finishes, patterns, and pattern color combinations, including the option for consumers to customize some aspects of the design.
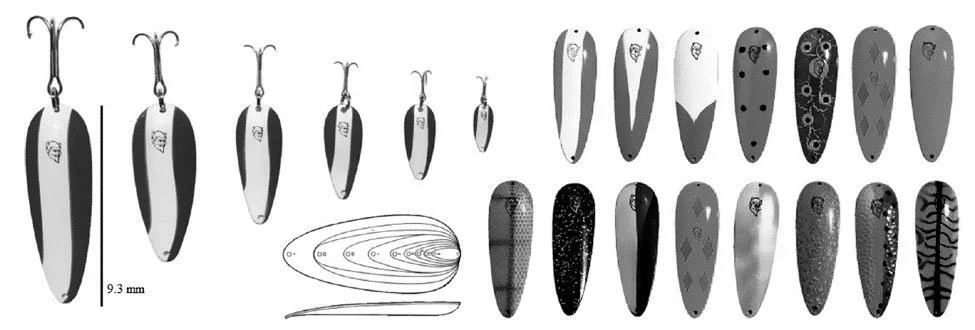
Image courtesy Kim Robertson
As with adaptive radiation, families of products need to be distinguishable within your PLM/PDM system. Design families appear simple in concept but can be difficult to implement if you lose track of the end goal. I say this because a truck that is capable of carrying a 1,500 pound payload is not in the same family as a truck that is capable of carrying a 2,500 pound payload. A basic rule to follow is that if the differences are more than 10% you need to consider making something a new family.
Questions to Ask
Companies like ASML, which manufactures photolithography systems for producing integrated circuits, know the As-Designed, As-Delivered, and As-Maintained configuration of well over 1,000 delivered systems. This allows them to quickly bring any one of those systems up to the current design standard when they are called to perform an upgrade. It also allows them to kit the exact parts they need when they do the service call and accurately scope and estimate changes.
Likewise, drug companies are required to know the component source of all the chemicals used to facilitate quality control. Your smart home of the future – if truly smart enough – should be able to automatically check and rectify version control and upgrade compatibility of all the Internet of Things (IoT) connected across the home without you having to throw them all out and start over again. This is one reason I can still buy an OEM replacement ignition switch for even an “unsmart” 1971 Ford E-300 van I have used for years to go fishing!
A recent test of this operations and maintenance (O&M) capability involved the purchase of a new ignition switch for a 1971 Ford 350 Econoline van. The existing switch was removed and taken to a Ford dealer. The Ford dealer pulled a new unit from stock. It came with an adapter ring to allow its use as a replacement for the original part. Form, fit, function, and quality of the new unit were superior to the old unit and CM had been maintained up to the point of interchangeability as a logistics support activity. This showed a clear understanding and implementation of configuration control throughout the product life cycle of the 1971 van as well as an impressive wide-reaching enterprise-level CM implementation that allowed for real-time PDM searches for replacement and repair activities.
Does your present CM strategy or current PLM system support this level of CM capabilities maturity?

Image courtesy Kim Robertson
If not, it is time to ask a few questions.
Can the PLM/PDM system on demand – without digital gymnastics from the experts – generate a report on the complete configuration and where-used history of every individual component part or complete system, by serial or lot number, throughout every product family variation? Including its current as-maintained state or with after-market modifications?
Can it prove without doubt that the design elements in a proposed new configuration or an existing one were developed by your company?
Can it trace by lot and date code every component used in the assembly so you can respond to Government Industry Data Exchange (GIDEP) alerts?
Can it identify where used or effectivities of components that are your IP but used by your upstream suppliers or downstream customers?
Can it alert you by serial number if you find a latent defect that necessitates a repair to in-process, delivered and maintained items?
Can you prove that you have satisfied all contract data deliveries with evidence of when the data was received and who received them?
Can the system help you to secure data and enforce export control restrictions?
Is the system capable of managing ‘unstructured’ data that is not directly related to a product?
Can the outputs of the system be used as evidence provided to your customers that you are performing configuration management?
Are you able to measure the appropriate process characteristics and metrics so that root cause analysis can be performed on current processes in order to continuously improve them?
If you need help in understanding these CM requirements, I recommend that you ask your PLM or PDM or CM software provider to see a demonstration of how their applications can address this functionality.
Next Up
Thanks to Kim Robertson for starting this insightful discussion, with so many practical examples, about the requirements for and use of CM software to support common design elements, design provenance, and adaptive radiation.
To see firsthand how CMstat’s new EPOCH CM solution addresses these requirements, including the above questions, with a rapidly-deployable instantly-usable COTS tool, request a demonstration HERE.
In future CMsights posts we will be looking at additional factors that help answer the question of whether to use PLM or PDM or CM software to satisfy all of the CM requirements an organization may have. Follow the discussion by subscribing to CMsights at the top right of this page or submit your question for us to discuss to information@cmstat.com.
Receive CMsights
Subscribe to CMsights News for the latest updates from CMstat on Configuration Management, Data Management, EPOCH CM, and EPOCH DM.
Request a Demo
See how EPOCH CM and EPOCH DM support industry standards and best practices in Configuration Management and Data Management.
